| 物料号 |
| 121223 0,8 |
| 121223 0,9 |
| 121223 0,75 |
| 121223 0,85 |
| 121223 0,95 |
| 121223 1 |
| 121223 1,05 |
| 121223 1,1 |
| 121223 1,2 |
| 121223 1,3 |
| 121223 1,4 |
| 121223 1,5 |
| 121223 1,6 |
| 121223 1,7 |
| 121223 1,8 |
| 121223 1,9 |
| 121223 1,15 |
| 121223 1,25 |
| 121223 1,35 |
| 121223 1,45 |
| 121223 1,55 |
| 121223 1,65 |
| 121223 1,75 |
| 121223 1,85 |
| 121223 2 |
| 121223 2,05 |
| 121223 2,1 |
| 121223 2,2 |
| 121223 2,3 |
| 121223 2,4 |
| 121223 2,5 |
| 121223 2,6 |
| 121223 2,7 |
| 121223 2,8 |
| 121223 2,9 |
| 121223 3 |
不完全标准 |
公差 |
公差,公称直径 |
公称直径 DC |
切刃数 Z |
总长度 L |
排屑槽长度 Lc |
推荐最大钻深 L2 |
柄直径 Ds |
标准 |
进给量 f,针对抗拉强度 < 1100 N/mm2 的钢件 |
进给量 f,针对抗拉强度 < 900 N/mm2 的不锈钢 |
是
m6
0.8mm
2
39mm
5.6mm
4.4mm
3mm
工厂标准
0.028mm/rev
0.015mm/rev
| |||||||||||
是
m6
0.9mm
2
39mm
7mm
5.6mm
3mm
工厂标准
0.028mm/rev
0.015mm/rev
| |||||||||||
m6
m6
0.75mm
2
39mm
5.6mm
4.5mm
3mm
工厂标准
0.028mm/rev
0.015mm/rev
| |||||||||||
是
m6
0.85mm
2
39mm
6.3mm
5mm
3mm
工厂标准
0.028mm/rev
0.015mm/rev
| |||||||||||
是
m6
0.95mm
2
40mm
7mm
5.5mm
3mm
工厂标准
0.028mm/rev
0.015mm/rev
| |||||||||||
是
m6
1mm
2
41mm
7mm
5.5mm
3mm
工厂标准
0.028mm/rev
0.015mm/rev
| |||||||||||
是
m6
1.05mm
2
41mm
7.7mm
6.1mm
3mm
工厂标准
0.034mm/rev
0.018mm/rev
| |||||||||||
是
m6
1.1mm
2
41mm
7.7mm
6mm
3mm
工厂标准
0.034mm/rev
0.018mm/rev
| |||||||||||
是
m6
1.2mm
2
41mm
8.4mm
6.6mm
3mm
工厂标准
0.034mm/rev
0.018mm/rev
| |||||||||||
是
m6
1.3mm
2
42mm
9.1mm
7.1mm
3mm
工厂标准
0.045mm/rev
0.024mm/rev
| |||||||||||
是
m6
1.4mm
2
42mm
9.8mm
7.7mm
3mm
工厂标准
0.045mm/rev
0.024mm/rev
| |||||||||||
是
m6
1.5mm
2
43mm
10.5mm
8.2mm
3mm
工厂标准
0.045mm/rev
0.024mm/rev
| |||||||||||
是
m6
1.6mm
2
44mm
11.2mm
8.8mm
3mm
工厂标准
0.07mm/rev
0.04mm/rev
| |||||||||||
是
m6
1.7mm
2
44mm
11.9mm
9.3mm
3mm
工厂标准
0.07mm/rev
0.04mm/rev
| |||||||||||
是
m6
1.8mm
2
45mm
12.6mm
9.9mm
3mm
工厂标准
0.07mm/rev
0.04mm/rev
| |||||||||||
是
m6
1.9mm
2
45mm
13.3mm
10.4mm
3mm
工厂标准
0.07mm/rev
0.04mm/rev
| |||||||||||
是
m6
1.15mm
2
41mm
8.4mm
6.6mm
3mm
工厂标准
0.034mm/rev
0.018mm/rev
| |||||||||||
是
m6
1.25mm
2
42mm
9.1mm
7.2mm
3mm
工厂标准
0.034mm/rev
0.018mm/rev
| |||||||||||
是
m6
1.35mm
2
42mm
9.8mm
7.7mm
3mm
工厂标准
0.045mm/rev
0.024mm/rev
| |||||||||||
是
m6
1.45mm
2
43mm
10.5mm
8.3mm
3mm
工厂标准
0.045mm/rev
0.024mm/rev
| |||||||||||
是
m6
1.55mm
2
44mm
11.2mm
8.8mm
3mm
工厂标准
0.07mm/rev
0.04mm/rev
| |||||||||||
是
m6
1.65mm
2
44mm
11.9mm
9.4mm
3mm
工厂标准
0.07mm/rev
0.04mm/rev
| |||||||||||
是
m6
1.75mm
2
45mm
12.6mm
9.9mm
3mm
工厂标准
0.07mm/rev
0.04mm/rev
| |||||||||||
是
m6
1.85mm
2
45mm
13.3mm
10.5mm
3mm
工厂标准
0.07mm/rev
0.04mm/rev
| |||||||||||
是
m6
2mm
2
46mm
14mm
11mm
3mm
工厂标准
0.07mm/rev
0.04mm/rev
| |||||||||||
是
m6
2.05mm
2
47mm
14.7mm
11.6mm
3mm
工厂标准
0.095mm/rev
0.06mm/rev
| |||||||||||
是
m6
2.1mm
2
47mm
14.7mm
11.5mm
3mm
工厂标准
0.095mm/rev
0.06mm/rev
| |||||||||||
是
m6
2.2mm
2
47mm
15.4mm
12.1mm
3mm
工厂标准
0.095mm/rev
0.06mm/rev
| |||||||||||
是
m6
2.3mm
2
48mm
16.1mm
12.6mm
3mm
工厂标准
0.095mm/rev
0.06mm/rev
| |||||||||||
是
m6
2.4mm
2
48mm
16.8mm
13.2mm
3mm
工厂标准
0.095mm/rev
0.06mm/rev
| |||||||||||
是
m6
2.5mm
2
49mm
17.5mm
13.7mm
3mm
工厂标准
0.095mm/rev
0.06mm/rev
| |||||||||||
是
m6
2.6mm
2
50mm
18.2mm
14.3mm
3mm
工厂标准
0.115mm/rev
0.08mm/rev
| |||||||||||
是
m6
2.7mm
2
50mm
18.9mm
14.8mm
3mm
工厂标准
0.115mm/rev
0.08mm/rev
| |||||||||||
是
m6
2.8mm
2
51mm
19.6mm
15.4mm
3mm
工厂标准
0.115mm/rev
0.08mm/rev
| |||||||||||
是
m6
2.9mm
2
51mm
20.3mm
15.9mm
3mm
工厂标准
0.115mm/rev
0.08mm/rev
| |||||||||||
是
m6
3mm
2
52mm
20.9mm
16.4mm
3mm
工厂标准
0.115mm/rev
0.08mm/rev
|
| 销售价 | 数量 |
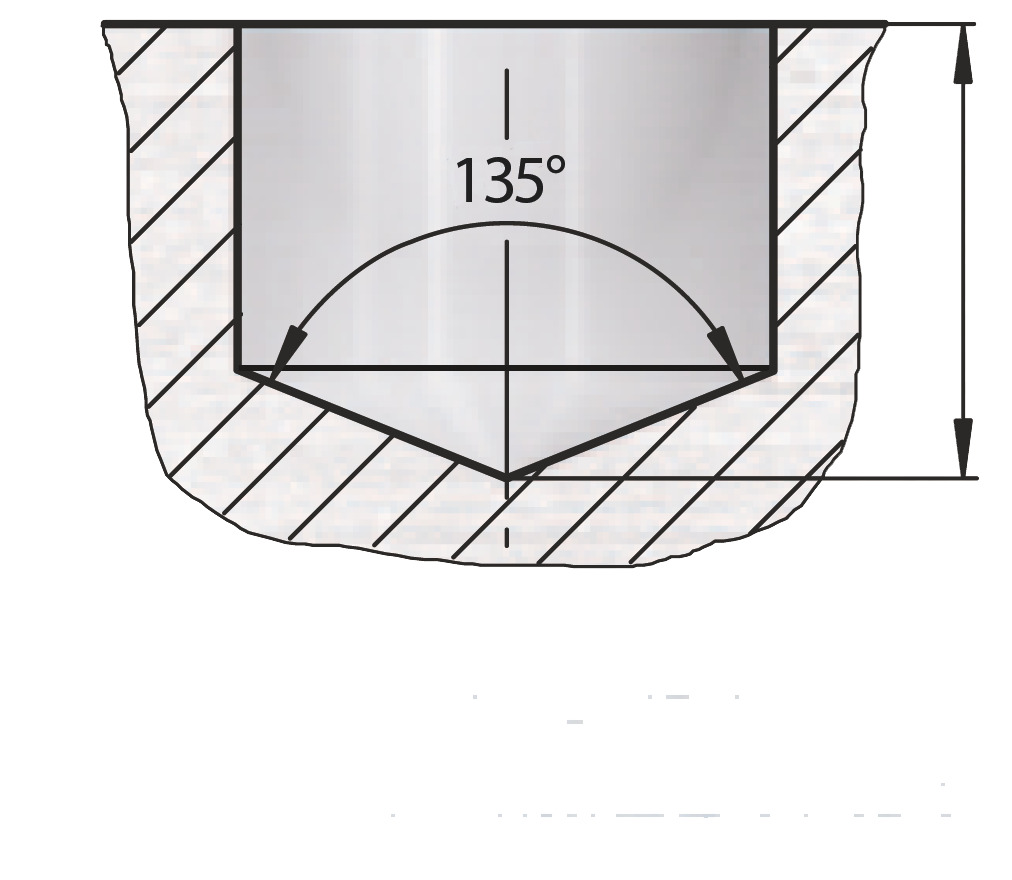
为了确保微型钻头(8×D 起)使用过程的可靠性,需要使用微型导孔钻头 121223 钻制一个至少 4×D 的导向孔。在垂直加工时以及针对平整的工件表面,从 DC =⌀ 1 mm 起可以在 12×D 的长度范围内放弃导向孔。在使用以下钻孔刀具前,请始终确保导向孔无切屑。在钻制导向孔后,我们建议用合适的 NC 定心钻头设置一个 90°沉孔。针对通孔,在钻孔出口之前将工具的进给减小 50%。必要时,长切屑的材料要求按 3×D 的步骤进行去屑,并在导向孔深度上伴随一个退刀动作。确保使用合适的、径向跳动精度小于 0.003 mm 工具夹具(热涨夹头、液压夹头)、足够高的冷却剂压力(至少 30 bar)以及足够细的冷却介质过滤(DC <⌀ 2 mm /使用 ≤ 0.010 mm 的过滤器;DC <⌀ 3 mm /使用 ≤ 0.020 mm 的过滤器)。规定的长度/直径比例符合使用相应微型钻头可到达的最小孔深。
容屑槽长度 LC = L2 + 1.5 × DC。
适用于普通材料用途、主要用于钢加工的高性能微型钻头。通过配合默契的整体系统工具和扩大的导向倒角确保尽可能高的过程可靠性。根据预设的导向孔钻制最小直径、最大深度的钻孔。芯体直径与切削腔尺寸的充分配合确保了出色的排屑 - 同样适用于长切屑的物料。提高的单位时间切削量和使用寿命实现了经济的钻削过程,即使在钻孔直径最小同时长度/直径比例又较大时。



咨询热线:400-821-3512