| 物料号 |
| 265823 TWN |
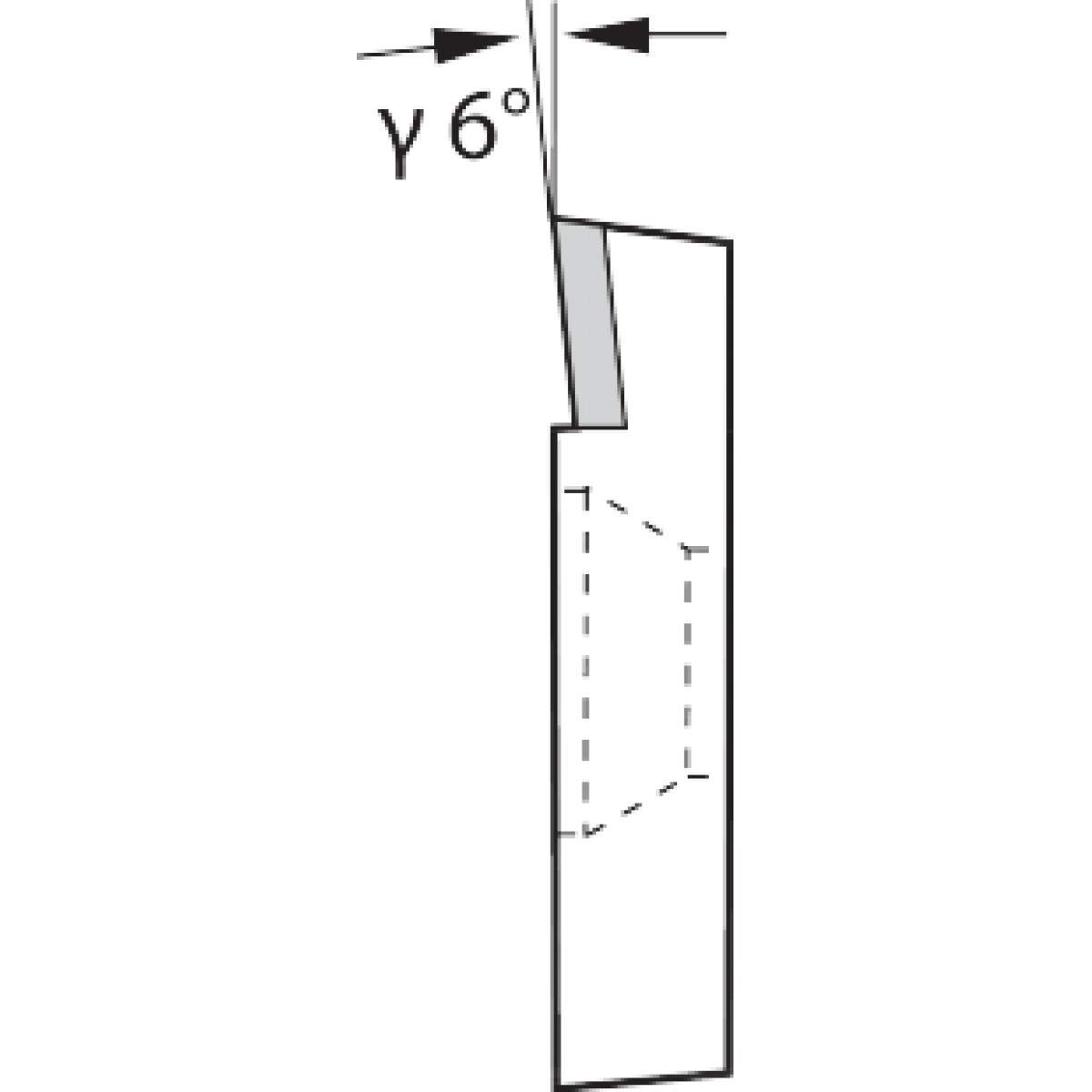
ISO 代码,转位刀片 |
Ti 抗拉强度 > 850 N/mm² |
不均匀 |
刀具材料 |
切削加工条件 |
切削边缘构造 |
切削速度 vc,用于 G(C)FK |
切削速度 vc,用于铝合金,含硅量 < 10% |
切削速度 vc,用于非铁金属 |
切割深度 ap max |
切割深度 ap min |
切割深度 ap |
干 |
更换次数/切刃数量 |
湿,最大 |
石墨 |
类型 |
精加工/粗加工分配 |
角半径 |
进给量 f |
连续 |
铜锌合金 |
铝金属含硅量 > 10% |
铝金属(短切屑) |
铝,塑料 |
CCGT 09T308 FR
有条件适用m/min
适用
PKD
连续
TWN
400m/min - 900m/min
400m/min - 3500m/min
300m/min - 2200m/min
7.5mm
0.5mm
0.5mm - 7.5mm
适用
1
适用
适用m/min
PKD
粗加工
0.8mm
0.05mm/rev - 0.5mm/rev
适用
适用m/min
适用m/min
适用m/min
适用m/min
|




咨询热线:400-821-3512